
Additive technologies, called also 3D printing or Additive Manufacturing (AM), are revolutionary processes that upset the way of conceiving, designing and producing objects, enable new business models and create solutions of systemic character able to rise not only the value of the manufactured goods but also the one of the entire production chain.

-

- (a) Insert with conformal cooling channels made of Maraging steel and (b) relative transparent model that highlights the channel path (courtesy by Renishaw).
The common factor shared by additive technologies is the progressive addition of material layers to create three-dimensional polymeric, ceramic, concrete or metal items, with full freedom in the shape generation, overcoming the constraints of traditional manufacturing processes (foundry, forging, stock removal, …). The most diffused industrial processes for the manufacturing of metal parts are the Laser Beam Melting (LBM), also known as Selective Laser Melting (SLM), the Electron Beam Melting (EBM), the Binder Jetting (BJ) and the Laser Metal Deposition (LMD), known also as Direct Metal Deposition (DMD).
Processes
The SLM is one of the technologies defined with powder bed. A thin layer of metal powder of homogeneous thickness ranging from 20 to 200 μm is distributed on a metal plate in inert atmosphere by means of a squeegee. The powder is locally melted by a laser beam directed by a galvanometric scanner according to the information contained in a CAD file. Once ended the scanning, the construction plate is lowered by a thickness equal to the layer one, a second layer of new powder is deposited and the selective laser melting process is repeated. These steps are repeated until the component is accomplished.
The EBM process, in principle, is carried out similarly to the SLM process. In this case, however, the energy needed to melt the metal material is conveyed on the printing area kept in high vacuum by an electronic beam through apposite electromagnetic lenses.
BJ is a powder bed technology, too, but metal particles are not melted as in the previous cases. A binder is in fact deposited on the powder bed, so that layers of material are locally glued to form a semi-finished object called green. After the BJ process, debinding operations are then necessary to remove the binder as well as the sintering of powders in apposite furnaces in inert atmosphere or in vacuum.
LMD on the contrary is not a powder bed process but it is part of the family of the so called additive technologies with direct metal deposition. A laser beam generates a melting puddle on a deposition plate, where the metal powder is fed. In their turn, also powder particles are melted to form a deposition with strong metallurgical bond with the substrate. The second layer is deposited on the first, and so on, until the completion of the entire object. Similar processes use filler material under the form of wire, instead of metal powder, which is melted by an electric arc, a plasma torch or a laser beam.
AM processes are also characterized by the different production times, the maximum size of the components they can manufacture, the capability of printing parts with complex shapes, by the surface quality of products and the dimensional accuracy.
However, the process time for powder bed additive technologies is still high, owing to the limits caused by the powder deposition speed, the scanning speed of the beam and the small thickness of the single layer.
On the contrary, the processes with direct material deposition and especially those with metal wire deposition, allow a much higher manufacturing speed of components. The high productivity combined with the possibility of installing deposition heads on anthropomorphic robots make these processes more suitable for the production of big-size parts. They are also apt for being integrated into machining centres, in order to couple additive and subtractive technologies, and for the production of multi-material components or with compositional gradient. Direct material deposition technologies are also very interesting due to the possibility of exploiting them for the repair and maintenance of objects and in particular of tools.
The good surface finish, the dimensional precision and the capability of producing extremely complex geometries are instead considered the highlights of powder bed processes. It is worth underlining that the factors contributing to the surface quality of AM components include the type of alloy, the powder morphology and size, as well as other process and design parameters.
The challenges for tool makers
The opportunities given by additive manufacturing processes are exploited by the industries belonging to the most different technological sectors, not only to implement prototypes but also to manufacture structural components subjected to dynamic loads. Also the industry of tools, inserts and precision equipment notably benefits from these technologies, since they typically produce parts of complex shape and in small batches, specific for the different applications. AM becomes very advantageous when production volumes are small, in fact it allows decreasing remarkably some of the high initial costs determined by design modifications of tools or by new implementations. In these cases, the advantages given by 3D printing processes result in a drastic reduction of the lead time and of manufacturing costs. Moreover, we should not neglect the fact that the AM enables the possibility of integrating previously unfeasible functions, of implementing tailored products or objects with extremely complex shapes without an additional rise in costs.
One of the major challenges, for instance in the processes of die casting, in the moulding of polymers and for different tool inserts in various hot machining typologies, consists in the homogeneous and fast cooling of the surface of tools and inserts. However, with the conventional stock removal technologies, cooling channels are typically generated only according to straight broken lines. Consequently, some hardly accessible regions cannot be reached by the coolant effectively. This implies the formation of thermal stresses able to generate distortions or to affect the service life of a tool. Besides, the need of extending the cooling phase causes a dilatation of the moulding cycle, with consequent decrease of the production efficiency. A solution to this problem is provided by the AM and consists in the possibility of integrating optimized cooling channels in conformity with the tool geometry (conformal cooling). They can dissipate the heat of the hot surface more uniformly and avoid the formation of hotspots, in order to grant a better dimensional stability and a longer service life of the tool, a reduction of production times and a better quality of the die casting.
Materials
The particles of metal powder used for 3D printing processes, typically produced through the gas or plasma atomization process, have a spherical morphology and a particular dimensional range. These are necessary characteristics to provide the powder with the capability of sliding and compacting, in order to be distributed under the form of dense layers of homogeneous thickness.
There are on the market atomized powders of different metals and alloys that are suitable for being processed with additive technologies, they range from aluminium alloys to nickel alloys, from steels to titanium alloys. In particular, different are the steel grades for AM of interest also for the production of tools, inserts and equipment.
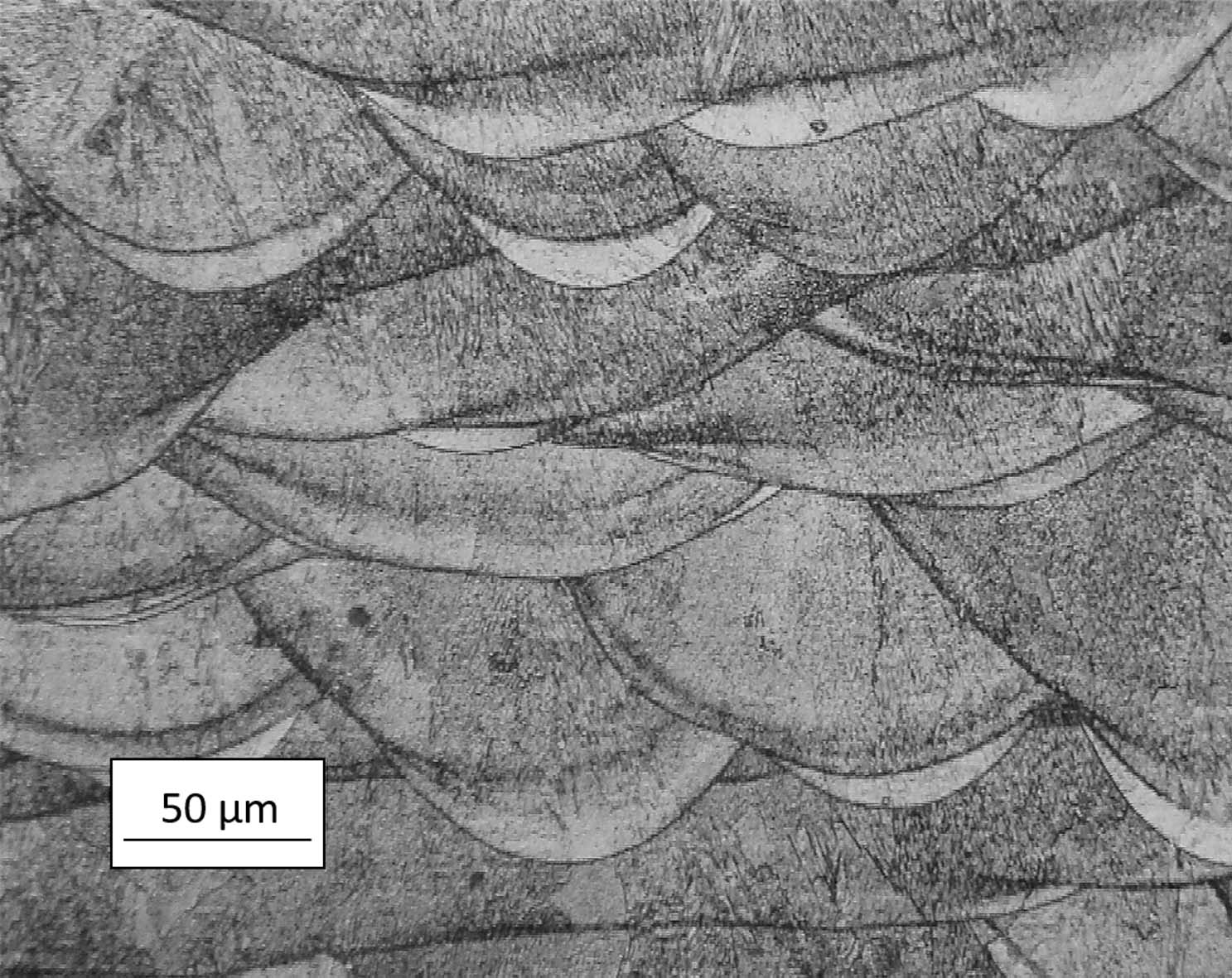
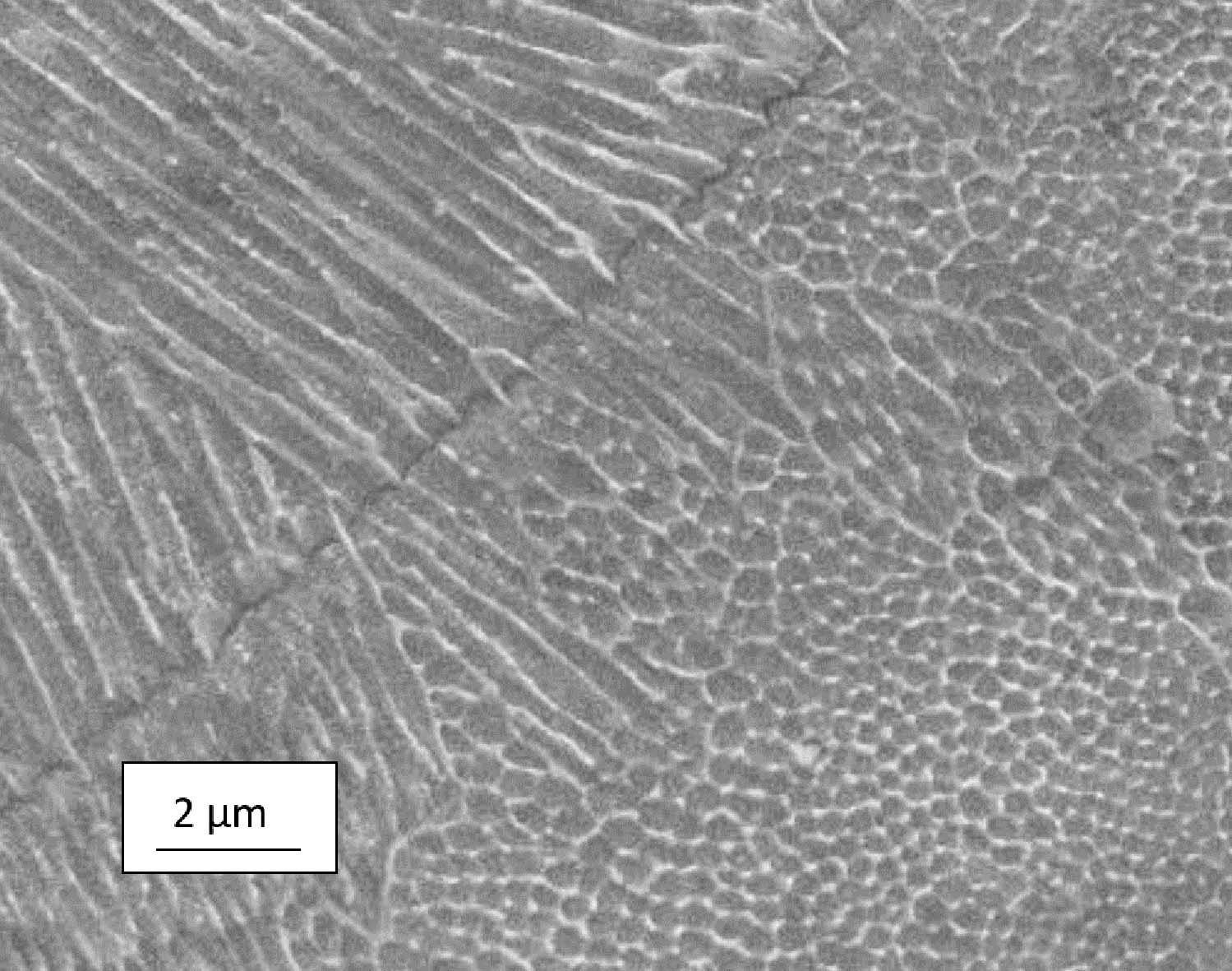
(a) Optical micrograph and (b) SEM micrograph of a Maraging steel, 300 grade, produced through SLM technology.
Maraging steels are Fe-Ni alloys with low carbon content that can be easily processed through SLM. A heat treatment of artificial ageing, responsible for the formation of hardening intermetallic precipitates, directly confers after the printing high mechanical resistance, resistance to wear and toughness to this family of steels. These properties make them the ideal steels for the manufacturing of tools with operation temperature under 300-400°C.
Recent researches have shown that also some steels for hot machining such as H11 (X37CrMoV5-1), H13 (X40CrMoV5-1) or derived alloys can be produced through SLM without the formation, in solidification phase, of defects able to damage the structural integrity of products. These alloys can be used for tools with operation temperatures that even exceed 500°C.
The stainless steels with high structural properties that can be processed through AM technologies include the martensitic alloys 17-4PH (X5CrNiCuNb-17-4-4) and 15-5PH (X5CrNiCu-15-5), they too hardened with a thermal treatment of artificial ageing. For less challenging applications, in the ambit of the 3D printing, the stainless steel 304 (X5CrNi18-10) and 316 (X5CrNiMo17-12-2), also in their version with low carbon content, are commonly used, due to their broad process range.
The materials subjected to SLM, EBM and DMD processes undergo very severe thermal cycles. The powder is rapidly heated by the laser spot up to reaching a temperature that exceeds the alloy melting one. Therefore, it is created a melted puddle with sizes in the order of some dozens or hundreds of microns and it solidifies in very short times. Regardless of the processed material, typically very fine solidification structures, metastable phases and extended solid solutions are generated. The latter can be subjected to heat treatments of artificial ageing or more in general of strengthening by means of the precipitation of second phases without turning to a preventive hardening or solubilization treatment. Extremely fine microstructures, combined with relative densities that approach 100%, confer components produced through additive technologies mechanical properties generally surpassing those of foundry castings and sometimes even exceeding those of the correspondents forged or semi-finished by plastic deformation.

