
 This mould expresses the pursuit of perfection …how to say …what is enough, and the pleasure of producing a collection of Flip Top capsules, characterized by pleasant design and by functionality. Everything top: object, mould, software, hardware and peripherals.
This mould expresses the pursuit of perfection …how to say …what is enough, and the pleasure of producing a collection of Flip Top capsules, characterized by pleasant design and by functionality. Everything top: object, mould, software, hardware and peripherals.
 The mould of this month was born from a decade-long experience in the design and manufacturing of moulds, with a productive technology oriented to the implementation of injection moulds for volume manufacturing of caps, capsules, dispensers and threaded closures of all shapes and kinds. The object at stake is a Flip Top capsule for PE containers for cosmetic products, with a design that suits the constant changes of a market in perpetual turmoil. It is immediately perceivable that technical flexibility and productivity are the strong point of both the object and of the mould. As we will see afterwards, in fact, Giurgola Stampi Srl at Capriano di Briosco (MB) has adopted the necessary solutions to obtain a high-quality product, researching excellence in testing and in the necessary successive setups, to the extent that Giurgola Stampi, besides the tests executed by its laboratory, equipped with machines and auxiliary equipment, has taken care of the mould and of the successive improvements also after the first production batch. The technical relationship between Giurgola stampi and the buyer Bosisio Spa was in fact all-encompassing indeed, from the analysis of the workpiece to the production optimization. A reliable and trustworthy partner, then, a more than necessary collaboration to supply companies that operate in the high-quality packaging industry, like Clinians, end user of the capsule, renowned for its cosmetic lines.
The mould of this month was born from a decade-long experience in the design and manufacturing of moulds, with a productive technology oriented to the implementation of injection moulds for volume manufacturing of caps, capsules, dispensers and threaded closures of all shapes and kinds. The object at stake is a Flip Top capsule for PE containers for cosmetic products, with a design that suits the constant changes of a market in perpetual turmoil. It is immediately perceivable that technical flexibility and productivity are the strong point of both the object and of the mould. As we will see afterwards, in fact, Giurgola Stampi Srl at Capriano di Briosco (MB) has adopted the necessary solutions to obtain a high-quality product, researching excellence in testing and in the necessary successive setups, to the extent that Giurgola Stampi, besides the tests executed by its laboratory, equipped with machines and auxiliary equipment, has taken care of the mould and of the successive improvements also after the first production batch. The technical relationship between Giurgola stampi and the buyer Bosisio Spa was in fact all-encompassing indeed, from the analysis of the workpiece to the production optimization. A reliable and trustworthy partner, then, a more than necessary collaboration to supply companies that operate in the high-quality packaging industry, like Clinians, end user of the capsule, renowned for its cosmetic lines.

In the central part it is well visible the spring hinge, continuative element in the structure of the cap itself.
The object
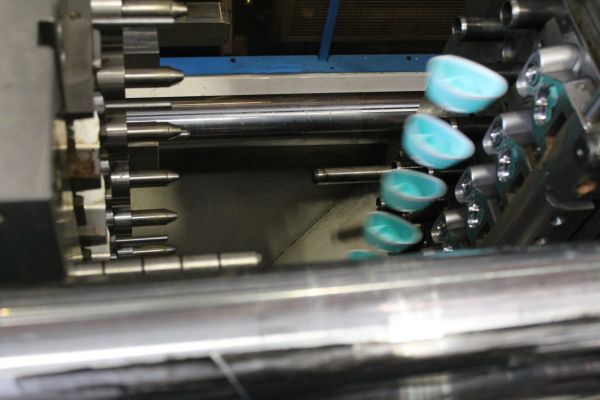
It is then a Flip Top Polypropylene cap, which can be implemented in two colours and, with little devices, in three colours; the cap, or capsule, is expected to close and open with spring effect and dispense the product, in this case cosmetics. It is an object where design is particularly important, because it must make “a fine show” on the store shelf. The buyer is Bosisio Spa, headquartered at Novate Milanese (MI), which produces these caps for Clinians, well known to the feminine world for its cosmetic lines for face, body and solar protective creams. The mould has currently produced more than two million pieces. The item was conceived for a specific goal shared by both the customer and the end-user because the peculiar qualities of the cosmetic market require a packaging able to attract customers’ attention. Besides shape, functions, lightness and everything else, cap and container must then be fine, pleasant to sight and therefore attractive. A constantly evolving product, to the extent that Giurgola Stampi is always committed to the manufacturing of the necessary moulds. Unfortunately, or luckily, the designer’s pencil does not always adequately interface with the mould needs and consequently the collaboration between mould maker and buyer becomes precious. A real co-design was carried out to couple the aesthetical aspects with moulding requirements. The mould maker has experimented the cap function manually, simulating the opening of the capsule Top first by computer, then materially by hand, thus highlighting interferences to be absolutely avoided, without affecting the initial design remarkably. The result has been an excellent compromise, indeed. The functional aspect of the piece has also requested a quite committing study to arrange properly the most delicate part, that is to say the hinge; the latter, which is nothing but a plastic strip that joins Flip and Top (fig. 2), must act as a spring; in other words, exceeding a determinate bending angle, the Top must close automatically. The cap leaves the press completely closed, finished and ready for use.
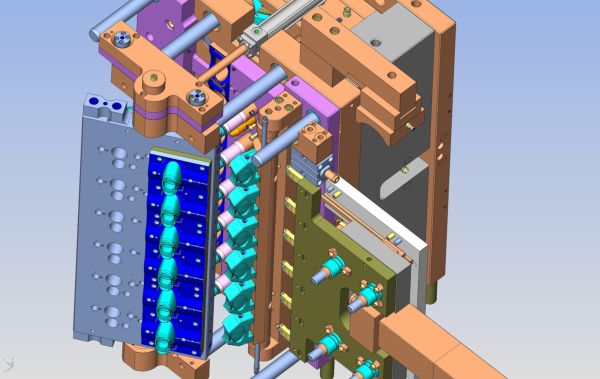
 The mould
The mould
This injection mould stands out for the position of the colours; it was conceived to satisfy a more and more demanding market, which in the cosmetic packaging sector must be honoured, for instance, with attractive closures, with particular features and more colours, colours of the body rather than of the Flip. In this case, there are three zones where colours are changed: the base, the body that is the predominant part of the piece and then the Lid, with the same colour as the base or different, but anyway distinct. All this implies particular movements inside the mould.  A nozzle/plasticator must correspond to each colour. The piece complexity involves some undercuts and then the need of accomplishing motions that are already problematic without colours, you can guess with two or three colours. The position of injection points for one part is standard whereas it is very delicate for another, since it requires a double motion system: a translation movement outside the mould as well as a rotation movement to position the bottom of the piece.
A nozzle/plasticator must correspond to each colour. The piece complexity involves some undercuts and then the need of accomplishing motions that are already problematic without colours, you can guess with two or three colours. The position of injection points for one part is standard whereas it is very delicate for another, since it requires a double motion system: a translation movement outside the mould as well as a rotation movement to position the bottom of the piece.
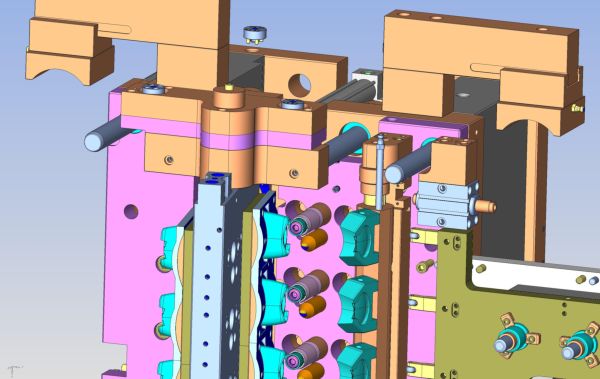
 Once injected and closed, the mould opens, an outer device called IMC (in mold closing) intervenes and closes the Lid, then it occurs a 90° rotation of carriage sectors, a forward translation of the moulding part, a rotation of this moulding part, a return of the mould and a further closing of carriage sectors. This process obtains that the part moulded on one side is afterwards positioned on the other side, to be co-moulded.
Once injected and closed, the mould opens, an outer device called IMC (in mold closing) intervenes and closes the Lid, then it occurs a 90° rotation of carriage sectors, a forward translation of the moulding part, a rotation of this moulding part, a return of the mould and a further closing of carriage sectors. This process obtains that the part moulded on one side is afterwards positioned on the other side, to be co-moulded.
 A precious aid to implement what above described was offered by the parametric design with Cad Cimatron E, which has allowed analysing the various problems perfectly and solving them. From saying to doing, that is to say to implement the figure in the mould, it was as precious the Cam software, still by Cimatron E.
A precious aid to implement what above described was offered by the parametric design with Cad Cimatron E, which has allowed analysing the various problems perfectly and solving them. From saying to doing, that is to say to implement the figure in the mould, it was as precious the Cam software, still by Cimatron E. 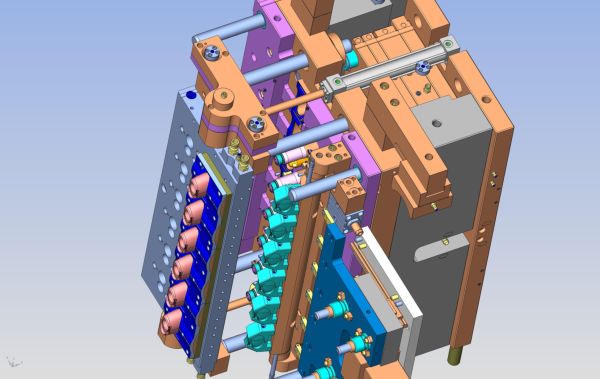 For the mould making, they have used stainless steels and steels for moulds with particular mechanical characteristics; the toolholder is made of W. 1.2085, a hardened and tempered stainless steel; the moulding parts of Orvar; Stavax; Impax, Unimax, all Uddeholm steels. Besides the vacuum hardening treatment, they have applied PVD, CrN (Chromium nitride) and WCC (Chrome carboNitride) coatings; considering that there are several motions inside the mould, both of rotation and of translation, these coatings extend the times that go from the beginning of the production to the first maintenance (see successive paragraph); besides, they facilitate the gas outflow. They essentially assure a surface roundness that is around 2000 – 2500 Vickers. The hot runner produced by Thermoplay, specific for this type of mould, was analysed and designed together with the technical department of Giurgola Stampi; a peculiarity of this mould are the very long nozzles of this mould, about 245 mm. The mould construction has not implied excessive difficulties; machining operations are standard: roughing, finishing, EDM, milling, turning, internal-external grinding and so on. Concerning testing, after a first one-colour test inside the structure of Giurgola Stampi, the purchaser’s contribution has been essential to achieve a satisfactory development and then optimization, to the extent that we have gradually reached a cycle time of around 18-19 seconds.
For the mould making, they have used stainless steels and steels for moulds with particular mechanical characteristics; the toolholder is made of W. 1.2085, a hardened and tempered stainless steel; the moulding parts of Orvar; Stavax; Impax, Unimax, all Uddeholm steels. Besides the vacuum hardening treatment, they have applied PVD, CrN (Chromium nitride) and WCC (Chrome carboNitride) coatings; considering that there are several motions inside the mould, both of rotation and of translation, these coatings extend the times that go from the beginning of the production to the first maintenance (see successive paragraph); besides, they facilitate the gas outflow. They essentially assure a surface roundness that is around 2000 – 2500 Vickers. The hot runner produced by Thermoplay, specific for this type of mould, was analysed and designed together with the technical department of Giurgola Stampi; a peculiarity of this mould are the very long nozzles of this mould, about 245 mm. The mould construction has not implied excessive difficulties; machining operations are standard: roughing, finishing, EDM, milling, turning, internal-external grinding and so on. Concerning testing, after a first one-colour test inside the structure of Giurgola Stampi, the purchaser’s contribution has been essential to achieve a satisfactory development and then optimization, to the extent that we have gradually reached a cycle time of around 18-19 seconds.
Maintenance
The maintenance of this mould is essential and calls for particular attention, owing to the delicate rotation and closing motions inside the mould itself. A systematic and programmatic maintenance, scheduled in time, is necessary; every 3-4 months of production, the mould should be dismounted from the press for a general cleaning of moulding parts and of cooling gates, but most of all an analysis of guide and centring accessories is necessary. We are speaking of mould parts that have a certain weight, go out in the void and go back. If the guides of these fixtures are not perfect or anyway are not kept under control, we risk of damaging the edge closures in the figure, which determine the successful execution of the component.
IDENTITY CARD OF THE MOULD
Manufacturer:
Giurgola Stampi s.r.l.
Via Giacomo Leopardi 13
20836 Capriano di Briosco (MB)
Phone 0362-913233 – info@giurgola.it
Fax 0362 913115
www.giurgolastampi.it;
Materials:
W. 1.2085 toolhoder
Moulding parts made of:
Orvar; Stavax; Impax, Unimax;
Treatments:
Hardening; PVD CrN WCC coatings;
Sizes:
BxHxS=546x796x720 mm;
Weight:
2,400 Kg;
Use:
2-3 colour Flip Top caps for the cosmetic sector
Design methodologies:
Cad CIMATRON E system;
Commissioning:
Cam CIMATRON E;
Machining technologies:
3- and 5-axis milling technologies;
Surface and internal/external grinding;
turning; plunge and wire EDM;
Expected production:
22,000 units per day
Maintenance:
quarterly check of the wear of guide elements, and cleaning of GAS sediments (see paragraph)

